


產品概述: 上海諾廣減速機廠生產 S系列斜齒輪蝸輪蝸桿減速

產品特點:
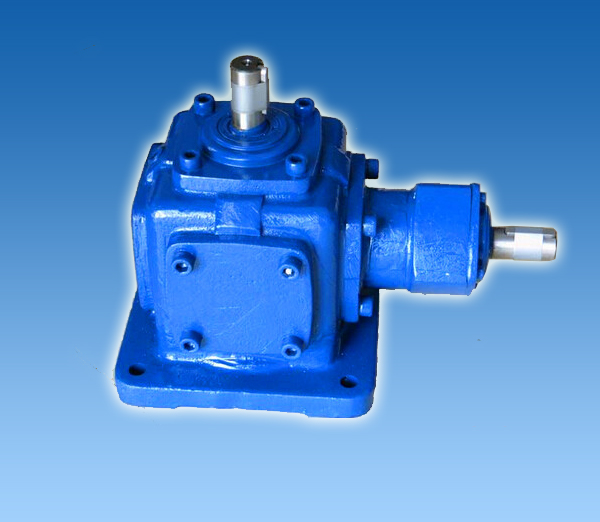
T螺旋錐齒輪換向器產品特點: &
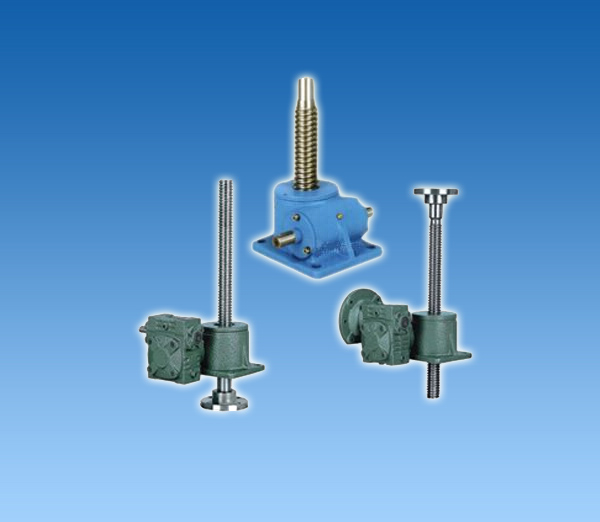
產品特點: 上海諾廣減速機廠生產 SWL絲桿升降機

使用范圍:

產品說明: 1、按輸出方向分主要有兩種:直線
你知道關于齒輪加工有哪些方法嗎?關于齒輪加工的這些方式建議了解一下。
成形法:這種銑齒方法屬于成形法。銑制時,工件安裝在銑床的分度頭上,用一定模數的盤狀(或指狀)銑刀對齒輪齒間進行銑削。當加工完一個齒間后,進行分度,再銑下一個齒間。銑齒特點:設備簡單;刀具成本低;生產率低;齒輪加工的精度低。
齒輪的齒廓形狀決定于基圓的大小(與齒輪的齒數有關)。
用成形法銑齒輪所需運動簡單,不需專門的機床,但要用分度頭分度,生產效率低。這種方法一般用于單件小批量生產低精度的齒輪。
展成法:用展成法加工齒輪時,齒輪表面的漸開線用展成法形成,展成法具有較高的生產效率和加工精度。齒輪加工機床絕大多數采用展成法。
滾齒加工的原理為模擬一對交錯軸斜齒輪副嚙合滾動的過程。將其中的一個齒輪的齒數減少到一個或幾個,輪齒的螺旋傾角很大,就成了蝸桿 。再將蝸桿開槽并鏟背,就成了齒輪滾刀。當機床使滾刀和工件嚴格地按一對斜齒圓柱齒輪嚙合的傳動比關系作旋轉運動時,滾刀就可在工件上連續不斷地切出齒來。
滾齒特點:a.適應性好;b.生產率高;c.加工后的齒廓表面粗糙度大于插齒加工的齒廓表面粗糙度;d.主要用于加工直齒、斜齒圓柱齒輪和蝸輪。
插齒機用來加工內、外嚙合的圓柱齒輪,尤其適合于加工內齒輪和多聯齒輪,這是滾齒機無法加工的。裝上附件,插齒機還能加工齒條,但插齒機不能加工蝸輪。
剃齒是由剃齒刀帶動工件自由轉動并模擬一對螺旋齒輪做雙面無側隙嚙合的過程,剃齒刀與工件的軸線交錯成一定角度。剃齒常用于未淬火圓柱齒輪的精加工,生產效率很高,是軟齒面精加工^常見的加工方法之一。
珩齒是一種用于加工淬硬齒面的齒輪精加工方法,工作時珩磨輪與工件之間的相對運動關系與剃齒相同,所不同的是作為切削工具的珩磨輪是用金剛砂磨料加入環氧樹脂等材料作結合劑澆鑄或熱壓而成的塑料齒輪。
磨齒加工的主要特點是:加工精度高,一般條件下加工精度可達IT4~6級,由于采用強制嚙合方式,不僅修正誤差的能力強,而且可以加工表面硬度很高的齒輪。
上一篇:齒輪加工沒它可不行
下一篇:齒輪加工的這些參數測量很有必要


在線客服1:
在線客服2:
商務客服:
服務時間:
9:00-18:00(工作日)


