


產(chǎn)品概述: 上海諾廣減速機(jī)廠生產(chǎn) S系列斜齒輪蝸輪蝸桿減速

產(chǎn)品特點(diǎn):
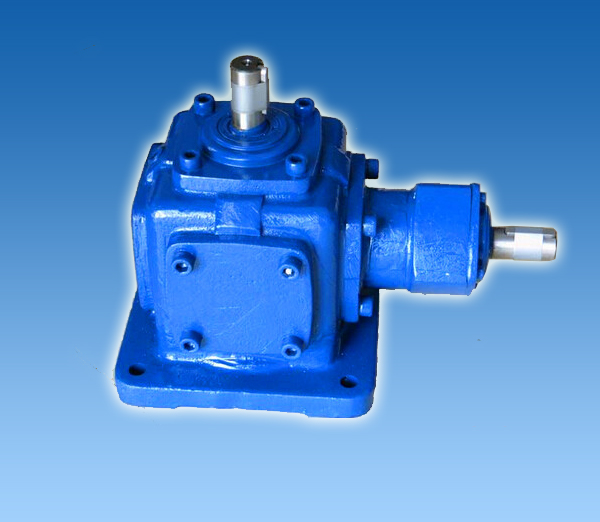
T螺旋錐齒輪換向器產(chǎn)品特點(diǎn): &
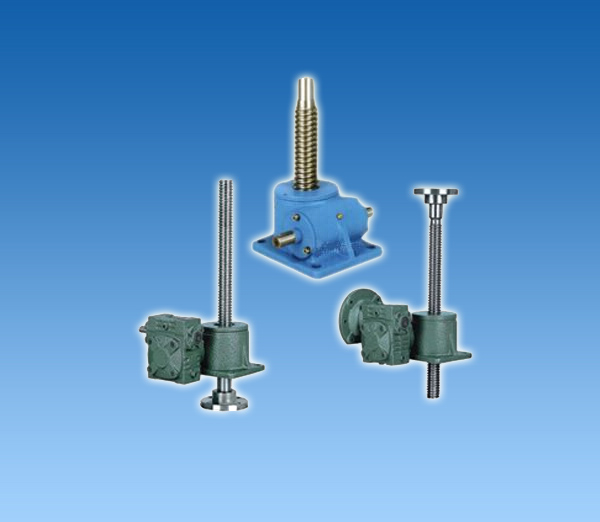
產(chǎn)品特點(diǎn): 上海諾廣減速機(jī)廠生產(chǎn) SWL絲桿升降機(jī)

使用范圍:

產(chǎn)品說明: 1、按輸出方向分主要有兩種:直線
齒輪加工有工藝,最重要的還是方法的選擇。齒輪加工利用剃齒刀在剃齒機(jī)上對齒輪齒面進(jìn)行精整加工,常作為滾齒或插齒的后續(xù)工序,一般齒輪加工余量為0.05~0.1毫米(單面),剃齒后可使齒輪加工精度大致提高一級,齒面粗糙度達(dá)Rɑ1.25~0.32微米。
剃齒時,剃齒刀與工件相當(dāng)于無齒側(cè)間隙的螺旋齒輪空間交軸嚙合,并對工件施加徑向壓力,由剃齒刀帶動工件旋轉(zhuǎn),剃齒刀齒面上的小槽所形成的刃口與工件齒面間相對滑移(滑移速度約25米/分左右),切下極薄的切屑。剃齒刀與工件在理論上是點(diǎn)接觸,為了剃削全齒寬,工件必須作往復(fù)運(yùn)動,每次往復(fù)運(yùn)動后還要有徑向進(jìn)給運(yùn)動。
后停止進(jìn)給再往復(fù)幾次,可減小齒面粗糙度。往復(fù)運(yùn)動方向與工件軸線一致時稱為軸向剃齒,其生產(chǎn)率較低。如往復(fù)運(yùn)動方向與工件軸線交叉成一角度,則稱為對角線剃齒或切向剃齒(交叉角為90°時),其生產(chǎn)率比軸向剃齒高3~4倍,但設(shè)備較復(fù)雜。如采用特殊的雙曲面體剃齒刀,還可進(jìn)行生產(chǎn)率更高的徑向剃齒(也稱高速剃齒)。如需要把齒輪部剃成鼓形,則剃齒機(jī)的工作臺需要增加一個擺動機(jī)構(gòu)。
齒輪講過中剃齒的加工方法有哪些?
(1)滾齒機(jī)滾齒:可以加工8模數(shù)以下的斜齒;(2)銑床銑齒:可以加工直齒條;(3)插床插齒:可以加工內(nèi)齒;(4)冷打機(jī)打齒:可以無屑加工;(5)刨齒機(jī)刨齒:可以加工16模數(shù)大齒輪;(6)精密鑄齒:可以大批量加工廉價小齒輪;(7)磨齒機(jī)磨齒:可以加工精密母機(jī)上的齒輪;(8)壓鑄機(jī)鑄齒:多數(shù)加工有色金屬齒輪;(9)剃齒機(jī):是一種齒輪精加工用的金屬切削。
以上就是齒輪加工的工藝方法,不知道您心中是否已經(jīng)有所了解了呢?
下一篇:齒輪加工的精度您了解多少


在線客服1:
在線客服2:
商務(wù)客服:
服務(wù)時間:
9:00-18:00(工作日)


